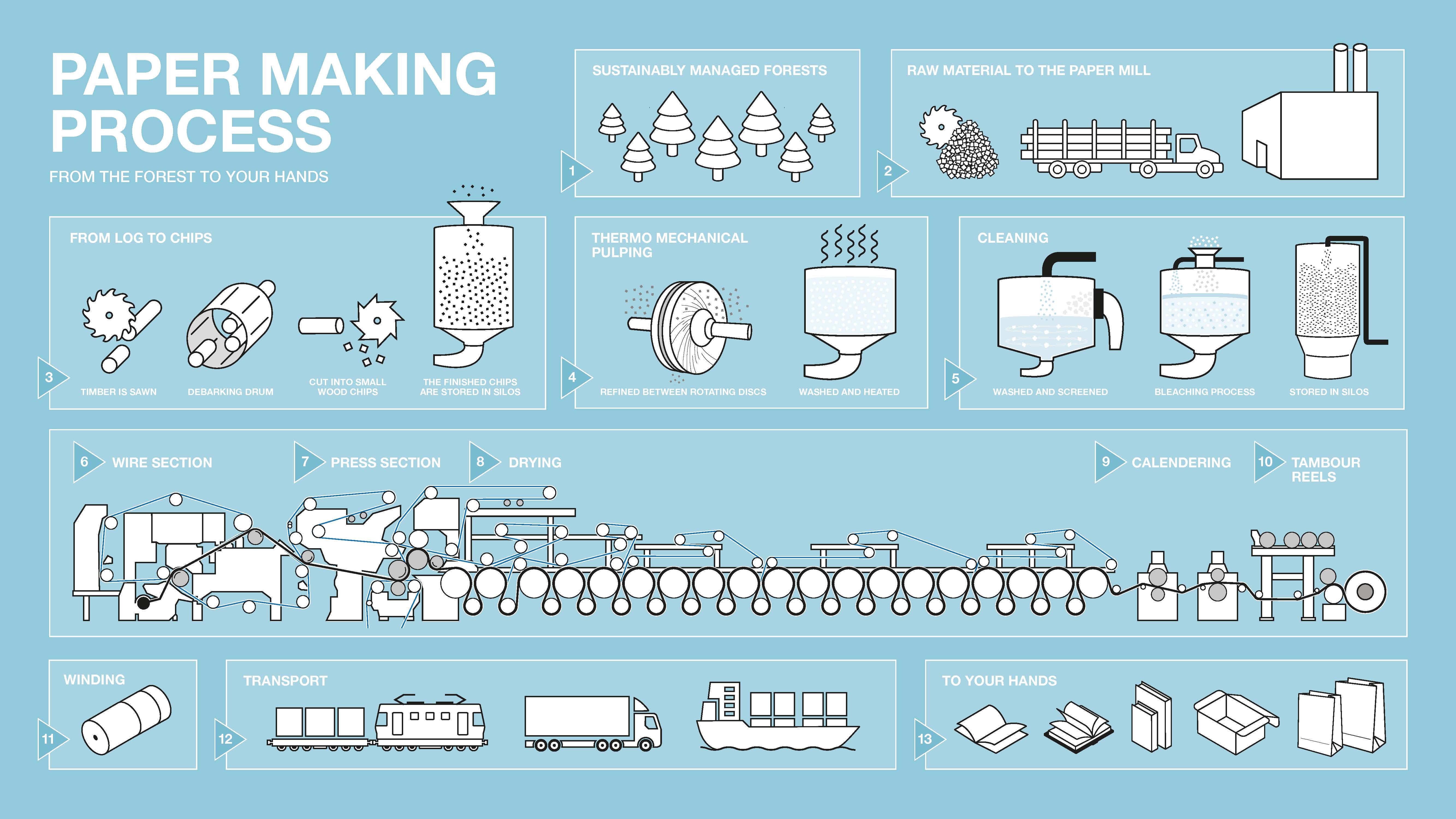
Paper Making Process
Logs to Chips to Pulp to Paper
FROM LOGS TO CHIPS

Step 1: From logs to chips
The pulpwood enters the mill and is washed, debarked, cut and chipped before moving on to the pulping step.
FROM CHIPS TO PULP

Step 2: From chips to pulp
The wood chips are steamed, refined, relaxed and bleached before entering the paper machine.
FROM PULP TO PAPER

Step 3: From pulp to paper
The paper pulp enters the paper machine and exits as a finished sheet of paper after just 15 seconds.
THE PRODUCTION OF WOOD CHIPS
Wood chips are the raw material for producing wood pulp, panelboards and energy. The wood logs need to be converted into small sizes, to facilitate the transportation and further processing.
Depending on the final product, specific demands are requested to the quality of the wood chips. The chip production results depend on type of equipment, layout, operation and maintenance.
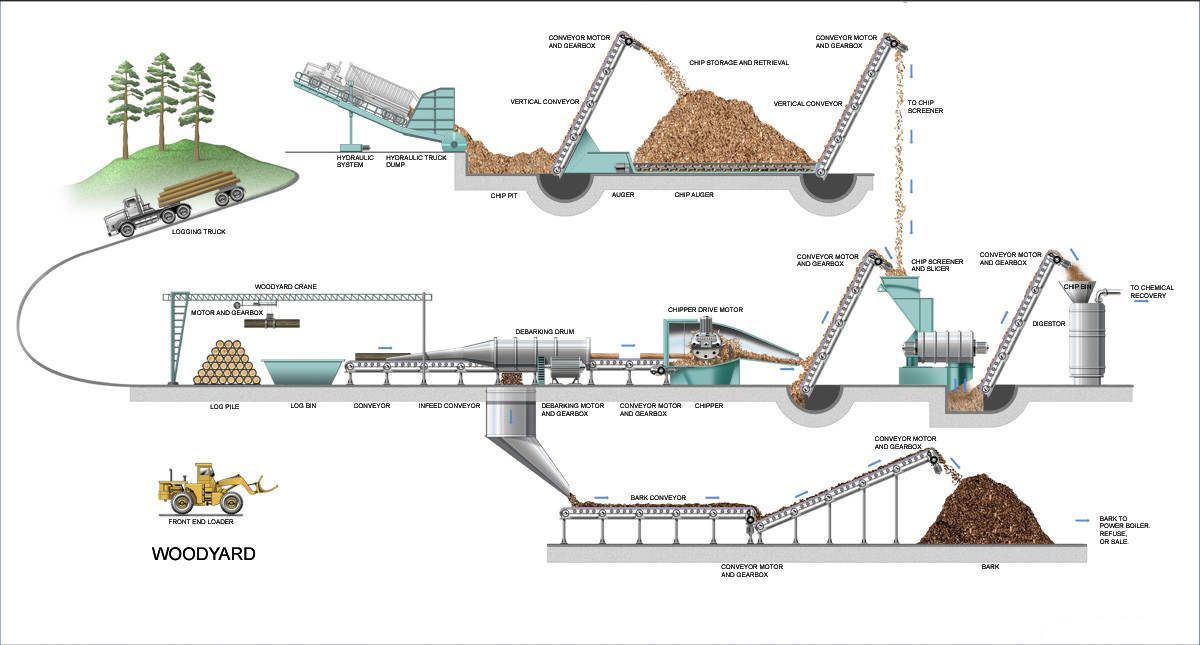
Process overview
The place where the chips are produced is called Woodyard. The logs are received by truck, train, boat or water - a river or sea. There is a storage area for logs, to build a buffer for unexpected stops or aging.
The logs enter into the process through a feeding station. This will take to the next step, that is the debarking drum, if they were not debarked in the forest. The debarking drum will separate the bark with some other impurities, and then send the debarked logs to the chipper.
There is a metal detector in the belt conveyor, as well as stone traps. The purpose is to protect the chipper against big and hard contaminants. At the chipper, the wood logs are cut into small sizes. Right after, the chips can be screened or stored. At the screening station, the chips are classified, and only the accepts will be forwarded to the next production area.
Auxiliary systems will process the rejects, residues and secondary flows. They will also provide recycled water to the process, so that the consumption of fresh water is reduced.
Process units
An important but often unknown factor around chip production are the measuring units. The wood logs can me measure in:
- m3 sub - solid cubic meters under bark (logs without bark)
- m3 sob - solid cubic meters over bark (logs with bark)
- Solid cubic meter - 1 solid cubic meter equals to 1,5 piled cubic meter of logs, or 2,7 loose cubic meters of chips.
- Stacked cubic meter
- Piled cubic meter
Green volume is the volume of a wood sample when this is in equilibrium with surrounding water.
Wood consumption
Wood consumption is an important factor to control the wood intake and process efficiency.
In the Kraft Pulp mill, the wood consumption ranges from 3,8 sub m3 per ton of bleached eucalyptus kraft pulp, to 5,5 sub m3 per ton in the case of of bleached spruce kraft pulp.
The production of High Yield Pulps (Mechanical Pulping), such as TMP, CTMP or BCTMP, the wood consumption is around 2,8 sub m3 for unbleached grades, and 2,7 sub m3 for bleached.
In the Panelboard industry, to produce 1 ton of Medium Density Fiberboard it is needed 2,8 sob m3 of wood or 7,5 m3 of loose chips. For Particleboard, is needed 1,9 sob m3 of wood or 4,3 loose chips.
Density
The wood density has different terminologies.
Basic density: stands for the ratio between the oven-dry mass of a wood sample and its green volume. Eucalyptus grandis has a basic density of 380-500 kg/m3.
Green density: is the fresh wood density. Eucalyptus grandis will have a green density ranging from 1100-1500 kg/m3.
Loose chip density: is the density of loosing chips. Eucalyptus will have a loose chip density around 160-180 kg/m3, meanwhile a Northern Europe Spruce the density is 140 kg/m3. 1 cubic meter sub of wood will result in 2,7 cubic meters of loose chips.
Feeding of logs
Woodyard starts at the feeding of logs into the process. In the feeding it is possible to control the wood flow to the process, in order to have a stable amount of wood coming to the debarking drum.
The feeding can be through a ordinary feeding table, with possibility to be equipped with a saw to cut the logs prior to the belt conveyor. It is also common the presence of GentleFeed systems, and cranes feeding directly the belt conveyor to chipper.


There are plants where the logs are chipped on site by mobile chippers, and transported with trucks to the mill. In this case, specific unloading systems are needed to unload the trucks when they arrive, and transfer the chips to the piles.
Debarking
The amount of bark varies according to the wood specie. An eucalyptus tree can have from 8-15% of bark content by weight. Acacia 13%, and pine around 12-14%.
The equipment used to debark the logs is is the debarking drum. In the drum, log lifters keep the bed of logs in continuous motion. Most of the debarking process take place by the interaction of logs between each other. The bark slots allow the removal of bark, sand and stones out of the drum. The drum rotates on rubber of steel wheels. There is a gate in the outlet of the drum, where the flow and retention time is controlled.
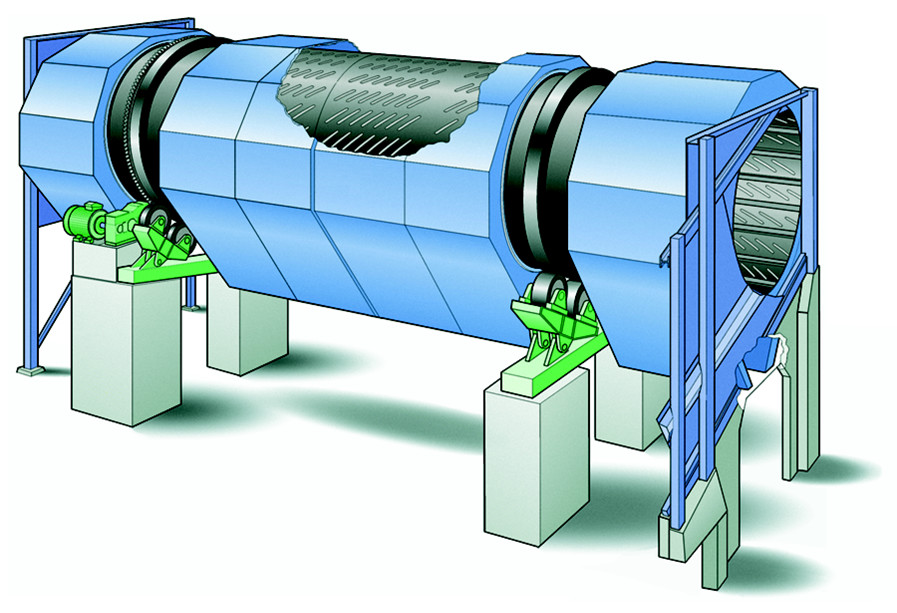
Depending on the wood specie and the dryness of the logs, different amount of retention time is needed to reach a debarking degree above 85%. Anyway, a small retention time of 10-15 min may be needed for fresh and easy-to-debark wood, where the adhesion strength is low, until 60 minutes for dry hardwood with adhesion strength above 12 kp/cm2.
Chipping
The Chipper is the key-component for producing woodchips. It converts the logs into the small particles, suitable for cooking, refining or burning. During the chipping process the logs are directed to the center of the disc. The chips pass through the disc pockets, being discharged to a discharge screw.
There are several chipper models, such as mobile chippers, vertical feeding, horizontal feeding and drum chippers. Each one have their own characteristics, and produce different qualities.
The replacement interval of the knives depends on the wear levels, but it is normally once every shift. The setup is made so that it provides a fast replacement of wear parts, with possibility to adjust the knives angles to control the chip dimensions.
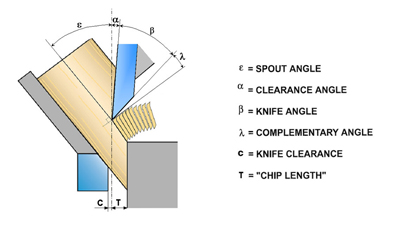
Chip quality is determined by chipping geometry and cutting speed. The chip length is directly proportional to the chip thickness.
It is very important to keep the conditions of wear parts in a good level. Wear in the bed knives, counter knives, segments, clamps, the disc and disc pockets will reduce the amount of accepts.
Screening
The purpose of Chip Screening is to remove undesired particles and provide an homogeneous quality. It divides the main stream into different fractions, according to their size. To provide good quality at higher production rates and continuous operation, the the chip screens work in a inclined structure, hanging on steel cables.
If there is an open chip pile, the screening should be after the pile. In spite of screening removes undesired fractions, it does not improve the chips.
Normally there are auxiliary systems to treat the bark and oversized particles. Equipment such as bark shredder and re-chipper are used to improve the yield of the process. Fine material are sent to the power boiler.

Storage
With the increased production of new pulp mills, storage has been an relevant theme for the industry. There are several techniques used to store chips. Open storage is used for big volumes, up to 200 000 m3 or more. Silo storage is used up to 26 000 m3 loose. There are reclaimers to recall the chips from these piles.
The chip piles must be designed so that it requires an homogeneous flow, first-in first-out and without dead spots. The silos are normally covered around urban areas.

Chip quality
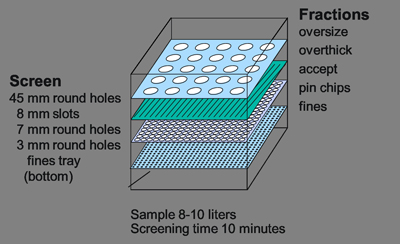
Chip quality is measured based on some defined standards. The most known in the Pulp & Paper is the standard SCAN-CM 40:94. In this methodology a sample of chips passes through different wires, so that specific fractions are classified by weight.
Oversize are the chips retained in a mesh with 45 mm holes. Overthick are the ones over 8 mm thickness. Accepts are the chips that passed through the 8 mm slots but retained in the 7 mm holes mesh. Pin chips are particles between 7 mm diameter holes and 3 mm diameter holes. Fines are known also as sawdust, and they pass in 3 mm diameter hole.
It is important to point out that an industrial screen does not have the same wires as the laboratory does. The industrial ones normally have 3 meshes, i.e., one for oversizes, another for accepts, and another for pins and fines.
Environment
The wood chip production process must be as sustainable as the raw material it is processing. The lines use relevant amount of cleaning water. This water is taken out of the main stream and cleaned from sand and other impurities, to be recycled back to the process.
The noise levels in the Woodyard can be high. It is common that some equipment, such as the debarking drum and the chippers, are located within a building to reduce the noise to surrounding areas.
Conclusion
Wood chip is an important product for forest-based industries. Is spite of the aspect of a simple thing, it is possible to see that a lot of knowledge and technology can be involved to produce a chip in a good and sustainable way. In the Woodyard, all aspects have to be considered to produce the best chip quality.
